点検・ご報告の流れ
Step1 お客様との打合せ

具体的な点検内容や日程のすり合わせを行います。状況に応じてエンジニアが同行します。
Step2 現地での点検

点検のサービス内容や製品の状況に応じて、当社のエンジニアが出向します。
Step3 点検リスト/報告書の提出・説明

点検内容と見解を報告書にまとめご提出します。
基本点検
官能検査
製品の異常の有無を、外観検査や、聴診、温度確認などで点検します。


点検リスト提出
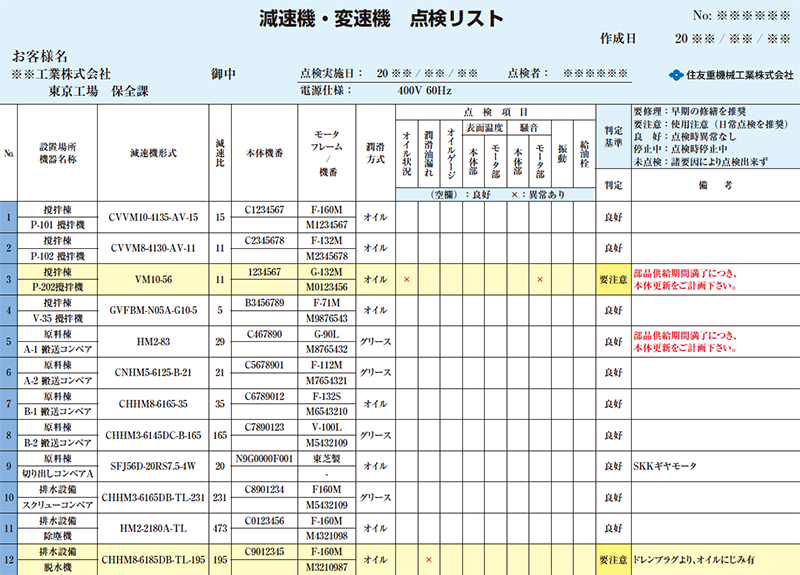
設備で使用されている各製品の異常判定をリスト化してご報告します。
定期的に基本点検を行い状態をリスト化することで、 その後の保全活動にいかすことができます。
振動点検
振動検査
官能検査に加え、振動や潤滑油などより詳細な診断を行います。
製品全体の健全性を判断するオーバーオール値による「しきい値判定」と、周波数解析を行う「振動解析」があります。
精密検査・点検を実施
- 1振動検査
-
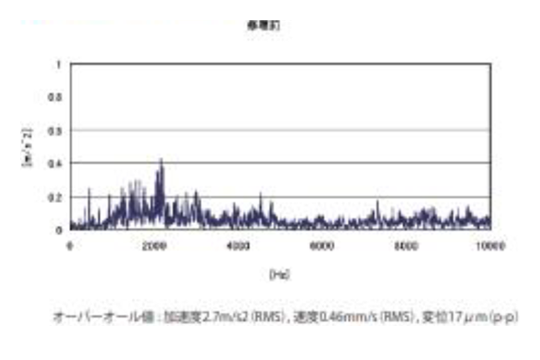
回転数の測定・周波数解析を実施
高周波数帯に軸受の初期摩耗を示す周波数成分が卓越しており、異常が発見されました。
- 2分解点検・軸受の交換
-

振動検査で異常が見られた軸受を分解点検し、交換
分解点検を行うことで、経年摩耗が進行していることが発見されました。
- 3振動検査で交換後の状態を確認
-

軸受の交換前・交換後で振動測定を行い、数値が正常であることを確認
初期摩耗周波数成分がなくなり、交換前と比べてオーバーオール値の減少も確認できました。
潤滑油検査
振動や騒音測定で経年摩耗の兆候が見られた場合は、鉄粉濃度測定により検査します。
詳細点検
振動点検に加えて、点検窓から内部目視を行い、歯当たりなどの健全性を確認します。内部目視点検だけの実施も可能です。
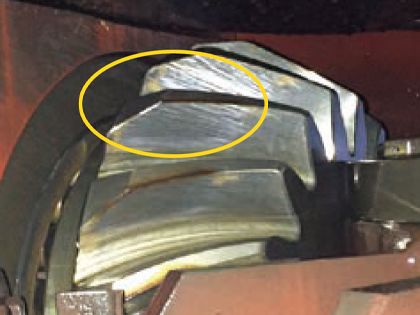
歯当たりの検査
インボリュート歯車やベベルギヤの重要要素である歯当たりを確認します。歯当たりは、負荷変動やケーシングの経年劣化・軸受の損傷などで変化するため、不適切な歯当たりのまま稼働を続けると、歯の損傷を引き起こし運転不能に陥ります。
検査例
- 歯当たりの調整前
-
歯当たりが、ピニオン大端歯先へ抜けている状態です。
-
測定箇所 垂直方向(1) 水平方向(2) 垂直方向(2) 振動速度値
(mm/s)(RMS)3.62 2.59 3.15
- 歯当たりの調整後
-
歯幅・歯丈の中心で、歯当たりが十分な面積になるよう調整しました。健全な歯当たりになったことで、振動の軽減が見られました。

-
測定箇所 垂直方向(1) 水平方向(2) 垂直方向(2) 振動速度値
(mm/s)(RMS)2.28 1.78 1.69
分解点検
振動点検では検知しにくい回転体以外の部品の確認や、非破壊検査などで主要部品の健全性を確認します。
非破壊検査
肉眼では検知しにくいクラックや内部に傷がないか、浸透探傷試験や磁粉探傷試験などを用いて確認します。
寸法測定
部品の寸法が健全な状態であるかを確認します。摩耗などで異常値が発見された場合は 部品の交換など対応を行います。

